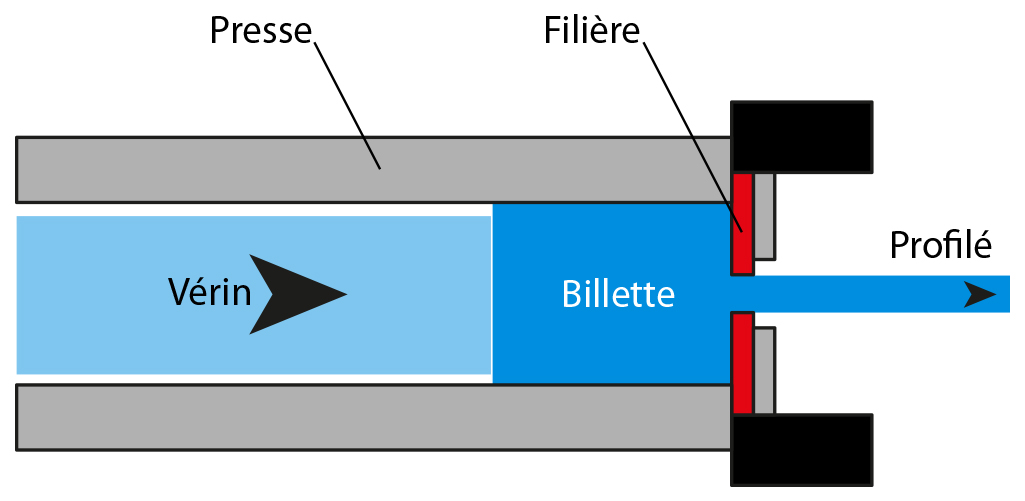
Le principe de l’extrusion indirecte (le plus fréquent)
Opérations préparatoires au filage
Il est nécessaire avant filage de préchauffer la billette entre 450 et 500° afin de la rendre flexible comme de la tronçonner à la longueur préalablement définie par le fileur. Il est par ailleurs nécessaire de préchauffer la filière à température identique afin d’éviter les chocs thermiques.
Le filage à proprement parler
Après avoir monté la filière sur un support fixe et amené la billette dans la presse, nous allons pousser la billette au moyen d’un piston vers la filière de telle manière que la matière prenne la forme de l’évidement existant dans la filière permettant ainsi la naissance du profilé dans les dimensions définies par l’outil, profilé qui doit sortir à une vitesse constante jusqu’au terme de l’opération de filage.
La poussée exercée par le piston est impressionnante, allant de quelques centaines à quelques milliers de tonnes.
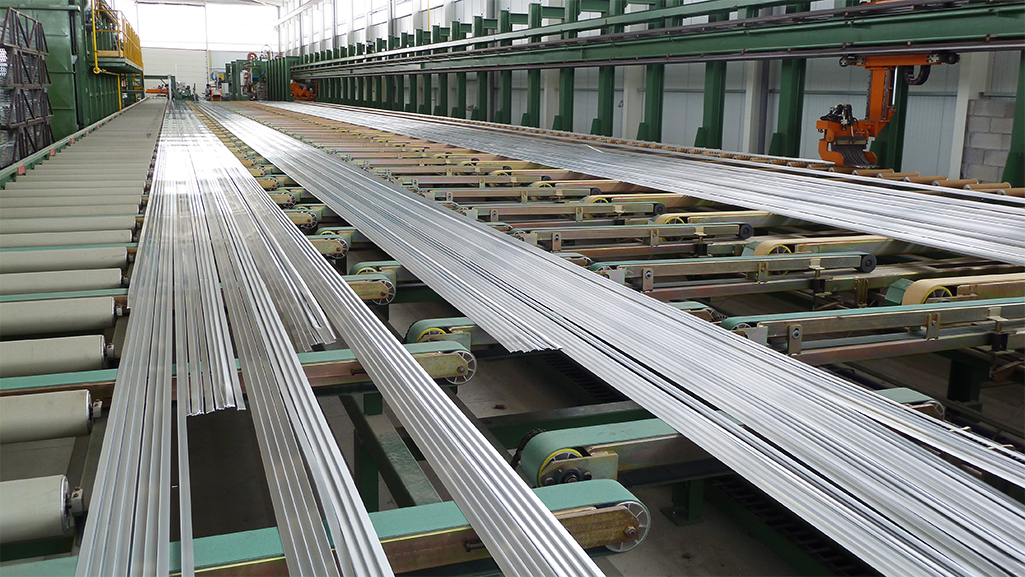
Le prolongement du profilé sur une table appropriée
La table d’une longueur de 70 à 100 mètres recueillera le profilé en sortie de la presse. Ce dernier sera tractionné au moyen d’un extracteur à une vitesse équivalente à celle de la sortie de la presse et cisaillé en fin de longueur de la table.
Le refroidissement du profilé
En même temps que le profilé est tiré jusqu’au terme de la table de réception, il sera refroidi par un système air/eau et translaté sur différentes tables de refroidissement jusque atteindre la température ambiante.
L’étirage et la mise à dimension
Au terme de l’opération de refroidissement, il est nécessaire d’étirer le profilé au moyen de pinces placées en bout de ce dernier sur une table d’étirement afin de le rendre rectiligne dans les limites de la norme AFNOR appropriée et éliminer les tensions éventuelles au sein du profilé.
Il reste à éliminer les extrémités de la barre qui auront été déformées par les étriers de l’opération précédente et la couper à la longueur désirée par le client (6 mètres le plus couramment).
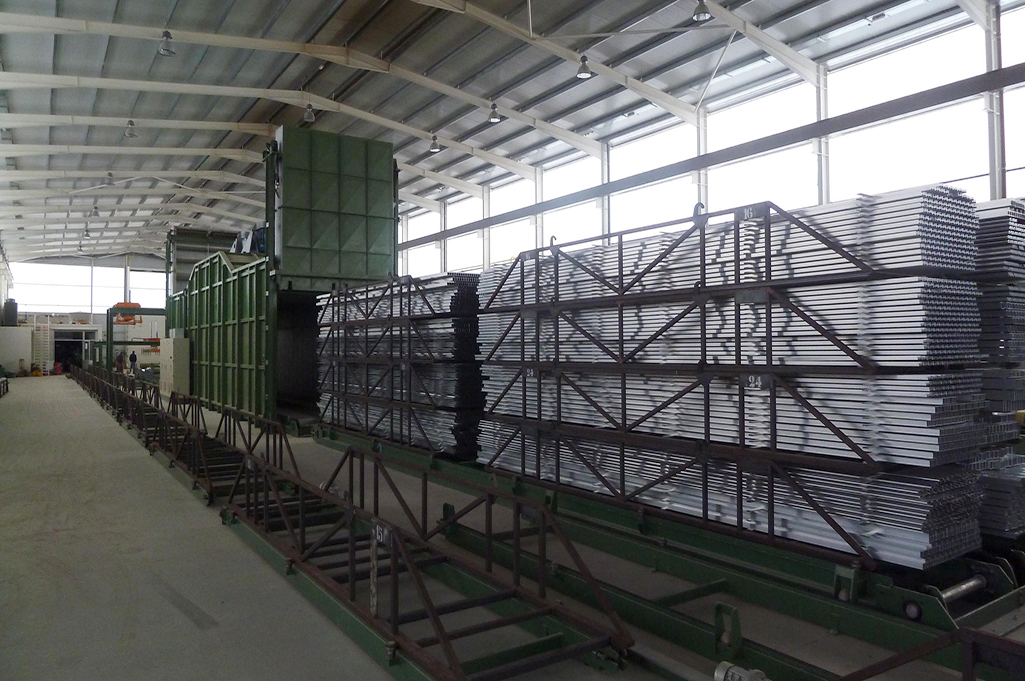
Le vieillissement artificiel
A la sortie de l’opération précédente, le profilé sera qualifié d’un état T4 permettant son cintrage ou son pliage ; s’il nous faut améliorer les propriétés mécaniques il est nécessaire de procéder à un vieillissement artificiel c’est-à-dire un traitement thermique de durcissement soit une opération de revenu au moyen d’un four chauffé à température de 180/200° et ce pour une durée de plusieurs heures afin de parvenir à l’état T6.